
To assess the efficacy of metal cleaner rust preventatives, testing should be done to not only assess the performance of the rust preventative but also the performance of the water-based metal cleaner.
Rust Preventative Tests
-
Cast Iron Chip Test (ASTM D4627): This procedure involves diluting the metal cleaner rust preventative to its customer use dilution, adding it to a Petri dish containing cast iron chips and running the test in 100 ppm hard water for 24 hours at ambient temperature. Once the test is completed, the Petri dishes are rinsed and a determination is made about whether rust is present. The test is a pass if no rust is observed on the filter paper. The break point is the minimum concentration where no rust is seen. Testing can also be conducted at higher water hardness levels depending upon the quality of water faced by the end user.
-
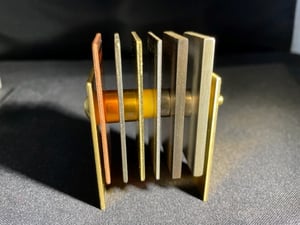
Metal Immersion Test: Metal coupons (an example can be seen to the right) consisting of ferrous alloys (such as 4041 carbon steel, cast iron) and non-ferrous alloys (such as 6061 aluminum and 7075 aluminum) are immersed at a specific dilution of the metal cleaner rust preventative and allowed to sit for 24 hours at temperatures ranging from ambient to 50° C. At the completion of the test, the coupons are evaluated for degree of staining and for weight change.
-
Humidity Cabinet Test (ASTM D1748): Metal panels that are typically steel alloys are coated with a metal cleaner rust preventative and then suspended in a humidity cabinet maintained at 48.9° C for a specific time frame. The test is completed when rust is detected on the metal panel. Rust protection is expressed in hours the panel remained rust-free.
-
Salt-Spray Test (ASTM B117): Metal panels that are typically steel alloys are coated with the metal cleaner rust preventative and placed in a chamber where the atmosphere contains a 5% sodium chloride solution that is atomized into the chamber. The temperature of the chamber is maintained at 35° C. The test is completed when rust is first noticed on the metal panel. Rust protection is also expressed in hours the panel remains rust-free.
Metal Cleaner Tests
-
Water Break Test: On a cold rolled steel or aluminum strip of steel, an oil that may contain a metalworking fluid, prelube, rust preventative or a specific type of soil is applied to both faces with a cloth after the cloth is cleaned with a hydrocarbon solvent. The oil is either used as is or aged at 170° C for 15 minutes. The metal plate is then dipped in the metal cleaner rust preventative for 2-5 minutes and then rinsed with deionized water for 15 seconds on a flat surface. These two steps represent cleaning and rinsing. The temperature of the metal cleaner rust preventative can range from 30° C to 60° C. The metal plate is then placed at a 45-degree angle on a flat surface and the flow of water is evaluated as it moves down the surface. If water moves in a continuous, unbroken manner, then the cleaner has successfully removed the soil. But, if the water beaks up or beads, then this is an indication that the hydrophobic soil was not removed by the cleaner.
-
Wipe Test: Follow a similar procedure in cleaning and rinsing a metal part as is written for the water break test. Dry the metal surface and then wipe it with a clean, dry white cloth. If the cloth remains clean, then the cleaner has removed the soil. If the cloth is soiled or discolored, then the cleaner is not effective.
.png)
